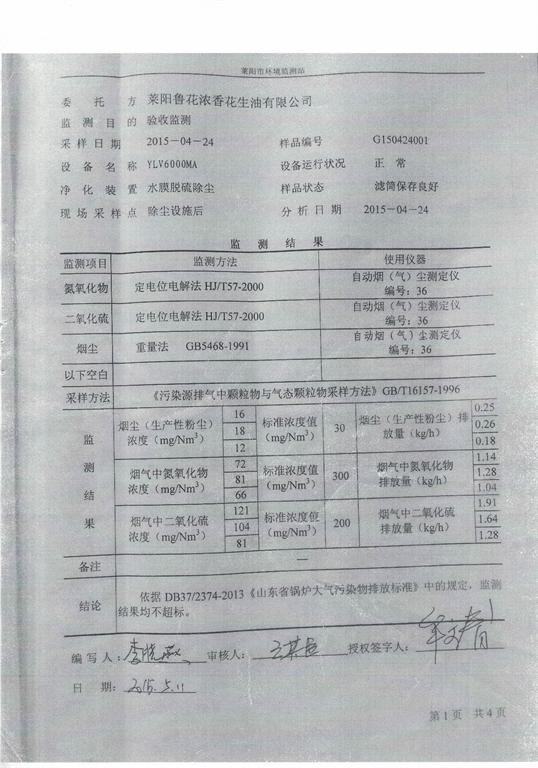
水膜脱硫除尘器工作原理是:含硫气体在涡轮增压湍流装置的作用下,以高速旋转和扩散的状态与吸收浆液形成的强化湍流传质。传质的过程是使气液形成乳化层,不仅化学吸收中和快,液膜始终接近中性,能使全过程保持_高且稳定的传质速率,因此,它是一种__的低阻_脱硫设备。我公司为莱阳鲁花浓香花生油有限公司安装了一台水膜脱硫除尘器,在除尘设备正常运行的状态下对其排放的烟尘浓度进行了检测,检测报告如下:

对于本标设备,我公司将按ISO9001质量体系组织生产。重点对采购材料、生产过程、检验和试验以及不合格品进行严格的控制。具体措施如下:
A、用于产品活动的原材料将在合格的分承包方进行,并提供材质证明;
B、投入生产过程的原材料_是检验合格的,不合格的原材料杜绝投入生产;
C、型材、板材表面应无锈蚀无裂纹无气泡和明显麻点,对特殊材料应进行理化复查
D、焊条、焊丝应有合格证书及检验记录。检验人员应进行验证。
2、生产过程控制
A、严格按图纸的工艺规程执行,对主要零部件实行首检、巡检和终检;
B、对工序间出现的不合格产品不得转入下道工序;
C、担任操作的焊工_持有焊工合格证,所有对接焊缝_焊透,所有对接(需要时)应按工艺要求_有坡口的焊接准备;
D、施焊前应对主要构件的坡口、焊接间隙量和错边量进行检查,在焊接连接处轧屑(轧制氧化皮)油脂、锈蚀应_干净,焊缝外行尺寸应严格按图样和工艺规定执行。操作者应做好自检,检验员做好专检;
E、车间对选用的焊条型号、焊接设备、电流、工具、烘焙温度、时间进行检查。对焊接设备_每隔二天检查一次,反映设备处于正常或异常状态;
F、型材切割后,漏在外面的断面应磨出光滑的平面。对钢板切割应_直线度、垂直度。
3、焊接检验控制
A、对重要承载构件的拼接_焊透及熔合状态;
B、对焊缝的检测还应包括:外观、裂纹、焊渣及飞溅和焊缝外型尺寸。
4、装配试验控
A、分件发运产品件出厂前进行对拼装试验。测直线度、大小口尺寸、安装孔距,并测量长度、宽度和对角线;
B、灰斗板单片拼装试验。测高度、上下口尺寸、安装孔距;
C、生产车间按工艺要求做好配对及试组对件的标识。
5、除锈、油漆控制
A、除锈、油漆严格按工艺规程进行。检查内容应包括油漆合格证、规格、除锈质量和油漆厚度;
B、包装按工艺规定要求进行控制;
6、其他
A、检验人员应加强沓接和产品外观质量的检验控制。焊缝标注尺寸用焊缝检验尺测量,并对焊缝外观进行_目测质量。染色渗透15%,重要部件10%射线检验。
B、检验员应对错漏检负责,并做好预防控制,严格把好检验关;
C、在工艺加工过程中,应强化工艺纪律,加强自检、首检、巡检和终检,预防质量事故的发生,出现不合格应按规定程序坚决隔离,防止混用;